As the number of Internet orders continues to grow, many companies are scrambling to find solutions that will accelerate their products through the Supply Chain and allow them to gain a competitive advantage.
Increased supply chain velocity is high at the top of the wish lists for many companies. Increasing the velocity of distribution operations can play a critical role in increasing overall supply chain velocity, and for many companies the primary role.
Much of the demand for higher order processing speed emanates from Internet orders where customers expect next day delivery. Fred Kimball of Distribution Design, Inc. recently told SCDigest that companies that can get away with shipping those orders in 24 hours is decreasing. He said that the competitive advantage comes from the ability to take an Internet order at 11:00 PM, pick-pack-ship in 15 minutes, deliver it via their own truck so it makes the air freight sort center prior to the end of the sorting process, and the package arrives at the customer’s location the next morning.
Aside from the normal stuff like keeping fast moving items near the front of the DC, slow at the back, using bar coding, ASNs & EDI – the question then becomes are there additional techniques that take time out of the overall Supply Chain process? The following are a few ideas that aren’t necessarily “run-of –the-mill” or “common knowledge” that you may want to consider in your quest for increasing speed:
Kimball offered the following suggestions:
Use the “24-hour clock”: Take advantage of late pickup times from carriers to lengthen the time available to take customer orders. Instead of trying to force an order cutoff time on customers, implement the processes and capabilities to pick-pack-ship faster. Work with your parcel carriers on pickup times keeping in mind that the cartons in their 5 PM pickups might not actually leave the local hub until midnight.
DC near the Port of Entry: If your products arrive in Long Beach and your DC is in New Jersey, you have to ship the product across the country so you can ship it westward again to customers. Consider an import processing center that intercepts a portion of the inventory for west coast needs and for getting backordered items shipped sooner.
Parent / Child DC Consolidation: If your master DC receives all of the product from suppliers or from manufacturing and then transfers product to regional DCs, consider shipping direct to the regional DCs from the plant and having suppliers ship direct to the regional DCs.
Supplier Direct to Customers: Work with suppliers on orders, and certainly backorders, so the supplier makes the shipment to your customer. For the sake of a label format change, the source of the shipment is transparent to the customer.
Expedited Freight: It is often a cost savings and a service improvement to consolidate the number of DCs and use expedited freight to fill in the voids. The analysis is not just the cost of transportation; it is the TLC (Total Logistics Cost) of space, people, equipment, systems, and inventory in addition to transportation cost.
Cause No Grief: Pay extra attention to packaging your shipments and having correct paperwork etc., so your shipment will not be a problem to the carrier. Problems get set aside until they are resolved or returned to you for correction.
Don Wagner of Exceed Consulting offered a few process improvements that their clients have successfully implemented to enhance efficiency and speed:
Case Putaway: Only allowing pallets of case putaway to have one layer of cartons. Leads to more pallets and more trips. However, the tradeoff in either digging through pallet for correct carton(s) or inefficient putaway path if reverse load sequence putaway is used - is in many scenarios worth the extra trips.
Additional Sort of Replenishment: Replenishment is typically a balance of picking the product to be replenished efficiencies (least amount of trips through warehouse) versus efficiencies of putaway of that product. Several or our clients will take a replenishment group of cartons and further sort them prior to handing them over to putaway people. So, if a standard replenishment group is for 30 bays worth of carton flow rack for example, they will presort for the putaway down to pallets that cover only 10 bays. The theory is you only move 4-8 feet to sort the pallet down to three putaway pallets as opposed to moving the entire distance of 30 bays to get to putaway location or sort through cartons.
V-cut tool: When de-trashing cartons during replenishment use a lexan/plexiglass aid. A simple rectangular sheet with fingers holes is slid into side of carton. Then the cutting operator does not have to worry about damaging product with box cutter and speeds up his work. See below for example.
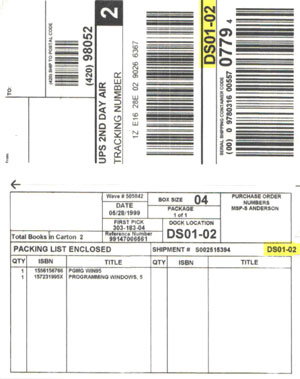
Important Info More Visible: An example is when we print packlists up front the last four digits of the carton number on the packlist and the shipping label are both in an enlarged font to aide in matching. Those same 4 digits are what the Put-to-Light displays for tracking cartons during picking. Also see the dock spot report below where the match is dock report and carton if doing a detailed inspection of pallet to ensure cartons are on the pallet. Also note on label how dock spot is highlighted to ease in seeing.
Diverse Complementary Product Grouping: This is beyond typical grouping complimentary product together within a class of pick locations e.g. shelving. A good example is in publishing is a study guide and teachers guide. There is typically a many to one relationship in the amount of product ordered –e.g. 35 student copies and only 1 teacher’s guide. Student copies move in a volume that deserve a pallet type location, but teacher’s guide only in a shelving location. Putting small wide-span locations above the pallet locations allow both to be picked from one “location” without a huge penalty in cube.
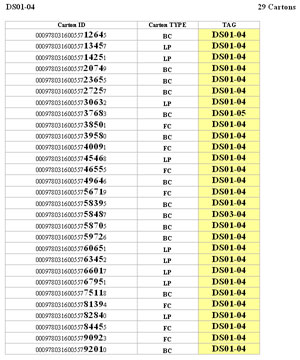
Tab on Shipping Label: A dock spot report is generated with the cartons. The carton type is included to aid in the search for missing cartons. If you know a carton is a loose piece carton the search of where that carton might be is reduced. Note the enlarged carton digits to match to carton ID on shipping label. The small tab on shipping label (the smaller of two highlighted numbers) is pulled off and put on the dock spot report. When the pallet is complete according to system, a supervisor counts the labels and scans for spot mismatches. Put two misplaced labels on mock up report to illustrate how easy to spot a misplace carton.
|